




佛山钢筋笼卷笼机-钢筋笼卷笼机专业品质
比如您购买的弯曲机能弯曲大直径在12毫米的钢筋,但却要用该机弯曲直径在13毫米甚至更大直径的钢筋,岂知这对弯曲机的弯曲辊、机身构造和电机等都会造成严重的损害。轻者需要对有关配件进行更改,重者会造成机器的报废,所以奉劝客户朋友请严格按照机械设备的操作规范进行正确的使用。

绕筋机分析线钢筋滚笼机在使用中故障问题:1、钢筋滚笼机刀片的刀床,容易形成弧面。其主要是床面短,刀刃端伸出长达22.5mm。由于刀刃过长,就难以克服冲切产生的横向压力,也就是说,刀刃伸出越长,床面支撑点承受的压力就越大。2、钢筋滚笼机的床面中心没有退屑槽,在更换刀片时,床面、特别是中心位置,容易沾有碳化皮,铁屑等杂物夹在里面,使钢筋切断机刀片与床面的局部或四周形成空隙,冲切时刀片就产生横向摆动,导致床面逐渐形成拱弧面,刀刃崩裂,有时切6?mm钢筋切不断而夹口3、钢筋滚笼机润滑不良,钢筋切断机刀片的刀座上下滑动容易磨伤,有时被卡死在里面不易打下来,主要原因,是刀座的两条横油槽相距宽,而冲切形成只有5mm,中间有20mm钢筋切断机刀片的刀座得不到足够的油,特别是两侧,不能往返,耗油多4、钢筋滚笼机刀片损耗大,单刃、双刃刀片利用率不高。有时新刀片用不到一两个小时就崩个大口子。
不管再结实的全自动钢筋弯曲中心,也经不起“连轴转”似的生产,这很容易其机体结构出现”疲劳“,机体结构变形、弯曲辊出现裂纹与电机过热等现象。所以在使用弯曲进行钢筋弯曲作业时,应让其“劳逸结合”,切勿进行满负荷的连续生产
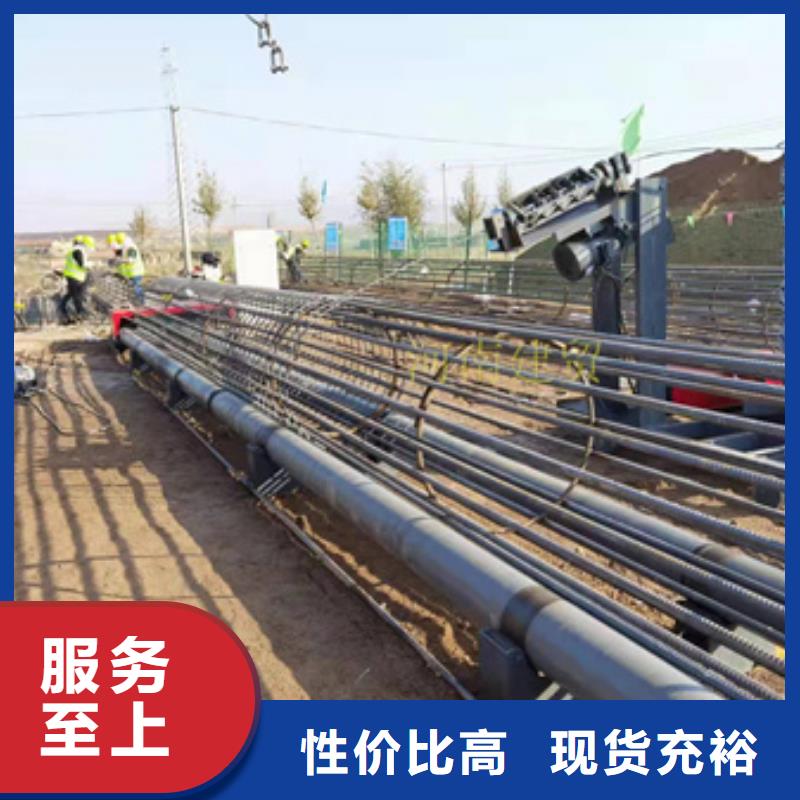
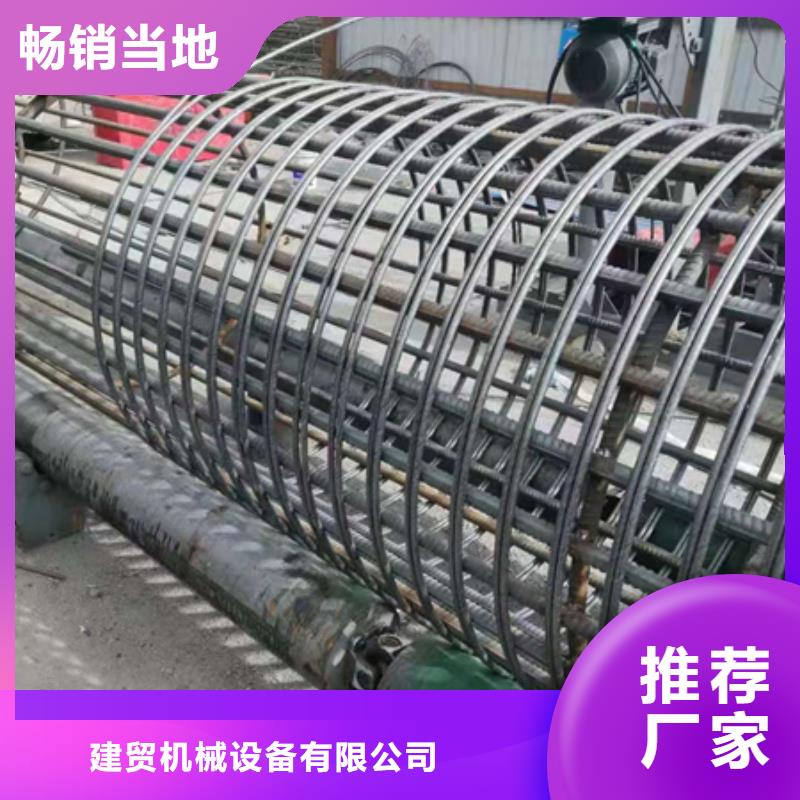
河南建贸钢筋笼绕筋机?采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放过程比焊接工艺要大大缩短时间。主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。
 佛山钢筋笼卷笼机-钢筋笼卷笼机专业品质
佛山钢筋笼卷笼机-钢筋笼卷笼机专业品质

锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
该工法集主筋、盘圆调直、箍筋缠绕及二氧化碳保护焊、整体成型于一体,数控操作。钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼。数控钢筋笼绕筋机维护在电源切断的情况下进行重新紧固钢筋笼滚焊机是将钢筋矫直、弯曲成型、滚焊成型有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为施工单位创造良好的经济效益和社会效益,是今后钢筋笼加工的发展方向.利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于要求较高的工程(1)操作简单,液压电气控制,不需要专业技工,培训十分钟即可开机操作;(2)将钢筋端部截面积扩大15-20%,使加工成螺纹的底径不小于钢筋母材直径,完全发挥抗拉强度。(3)生产效率高,每台班可镦粗300-500个头;(4)加工钢筋范围广,可加工符合gb1499或bs4449(cs2)标准的ф16-ф50各种规格的钢筋。(5)设备故障率小,无易损零配件,施工成本底。(6)环保、,不受及气候影响
